基于一个流模式的车间生产线改善设计
作者: 来源: 文字大小:[大][中][小]
随着市场竞争的加剧。传统管理理念、经营方式、设备布局和操作方式已不能满足现代化企业的要求。在这种需求中
精益生产理论和方法应运而生。美国麻省理工学院的Daniel T.Jones教授于1992年出版了《改造世界的机器》一书,把丰田生产方式定名为精益生产。而“一个流”生产方式是精益生产中最大限度地减少在制品数量的最好方法,是消除生产线浪费的秘方,国内外对此进行了大量研究。如:Suzaki教授很早就分析了“一个流”生产模式在精益生产中的作用和地位[1]。美国White、Pearson等人详述了“一个流”生产模式中10项实践管理经验[2]。浙江大学管理学院具体研究了“一个流”生产模式与流程再设计(BPR)的区别和联系[3]。天津大学管理学院和机械学院共同研究了如何运用精益生产思想对车间设施和生产节拍进行改善,其中就暗含了“一个流”的思想[4]。以上研究大多局限于理论研究阶段,和实际的联系较少。鉴于此,本文结合实际应用,详细分析了精益生产中“一个流”U型生产线布局及布局中人员优化组合等问题。
1 精益生产布局
生产系统中的布局问题包括在整个工厂中车间的布局,车间中生产单元的布局,以及生产单元中的每台设备的具体布局问题等。本文主要在生产单元的层次上进行设备布局问题的研究。
1.1 传统布局优化的模型
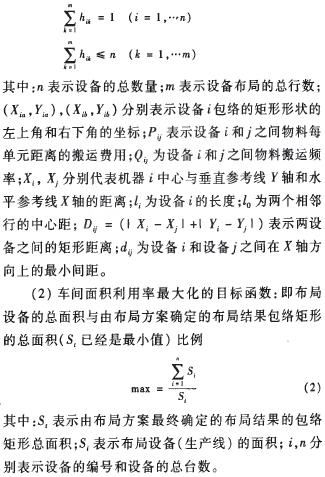
所有的空间布局问题都是由需要决定位置的布局物体所需的摆放空间和放置这些设备的布局容器的可用空间组成。根据追求的目标不同,具有不同的数学模型。在传统的车间布局中,需同时考虑总物流搬运最少和车间面积利用率最大化的布局目标”。
(1)最小化物流搬运费用的目标甬数
假定布局空间和需要放置的设备为矩形块状结构(图1中用M表示),其长和宽已知,忽略它们的不规则细节形状。需要指出的是:这里的设备布局是按在制造单元设计以后的情况进行的,因此在布局中的设备不一定是单台的设备,也有可能是几台设备的组合,并都用矩形块状结构来表示,只是在长宽上有所差别。
各设备分行排列,并与x轴平行,设备间的X轴向和Y轴向间距,由已知布局容器和设备的拓扑模型得出。L和H分别表示工作地的长和宽,这样工作地设备布局问题就简化为满足约束条件下的多行设备布局问题。
基于上述对问题的分析,工作地中的多行设备布局的目标就是满足各设备间总的物料搬运成本最小化,其目标函数模型可表达为:

1.2 “一个流”生产线布局
按精益生产的理念,除了以上的两个方面,还有更重要的因素需要考虑,精益生产布局追求的目标主要有以下几方面:
(1)使物料搬运成本最小化;
(2)空间的有效利用;
(3)劳动力的有效利用;
(4)便于员工之间、员工与管理者之间、员工与用户之间的信息沟通。
为了实现上面的目标,最好的方法就是要将设备布局成“U”型,实现“一个流”的生产。“一个流(One—Piece Flow)”生产方式是指产品在生产过程中尽量实现小批量的轮转,最好是单件的流动。它是减少在制品数量的最好方法,是消除生产线浪费的良策。它的基础是要使加工生产线像流水装配线一样流水化,但要牺牲非瓶颈工序设备的利用率,因此要尽量平衡生产线,减少设备的产能损失。